3D PRINTING PROCESS
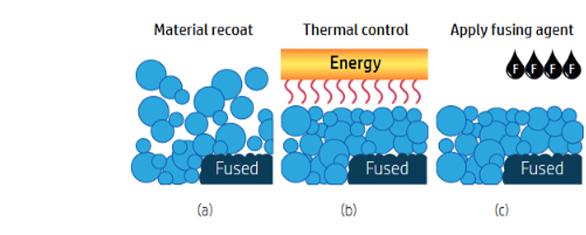
HP Multi Jet Fusion (HP MJF)
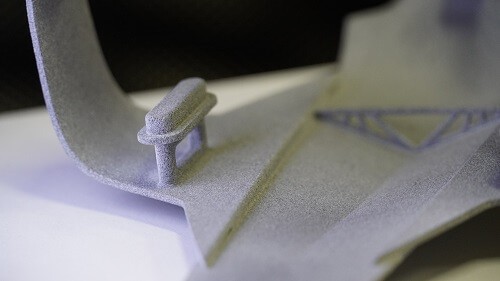
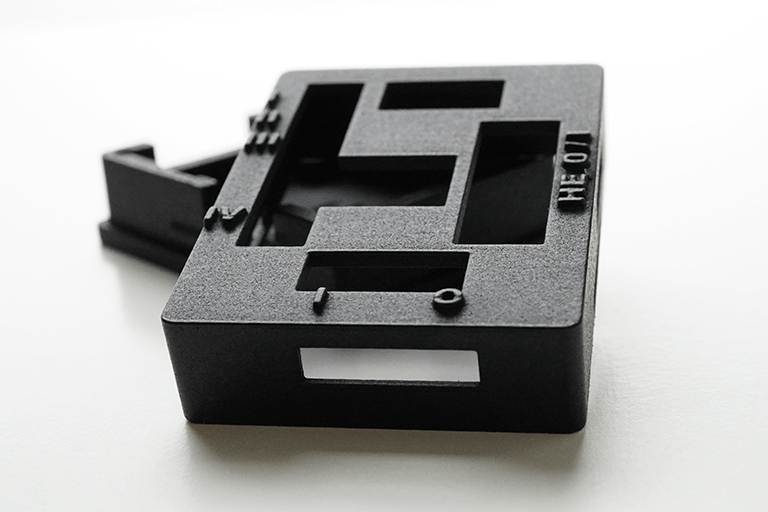
The HP Multi Jet Fusion is currently the fastest and most economical 3D printing process for extremely high-quality prototypes, functional parts and small batches.
- Max. building space: 380 x 280 x 380 mm
- Accuracy: + - 0.3mm (at least + -0.4%)
- Production time: 3-4 working days
- Quality: very high
- Colors: gray and black
- Mechanical/Plant Engineering
- Automotive
- Consumer Goods